mecanizado cnc proceso de partes del eje
eje partes son uno de los productos que más pedidos recibimos. de acuerdo con la estructura de la eje , Se puede dividir en tres tipos: eje óptico, eje de paso y eje especial. su función es soportar engranajes, ruedas de correa y otras transmisiones partes para transmitir par o movimiento.
la tecnología de procesamiento de escalonado eje es más típico, lo que refleja la mayor parte del contenido y las reglas básicas de eje procesamiento de piezas. lo siguiente usa la transmisión eje en la caja de cambios de reducción como un ejemplo para presentar el tecnología de procesamiento de un paso general eje .
1) análisis de dibujo parcial
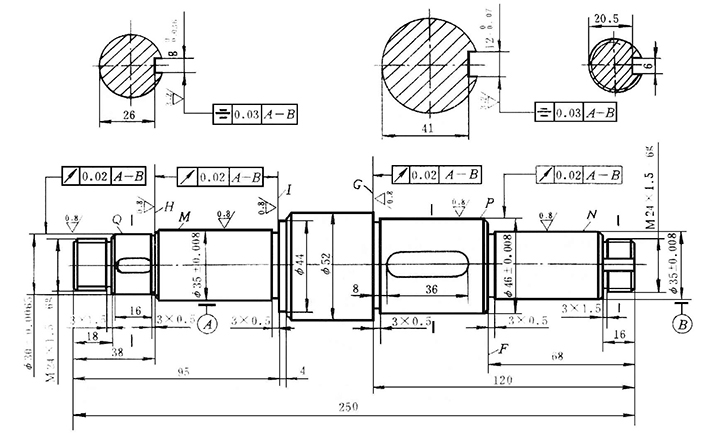
las partes que se muestran en la figura a-1 son la unidad eje s en el reductor. pertenece a el paso eje partes de tipo, que es compuesto de superficie cilíndrica, eje hombro, rosca, ranura de retracción de la cola del tornillo, sobredesplazamiento de la muela ranura y ranura clave. el eje el hombro se usa generalmente para instalar la posición axial de la pieza en el eje . el papel de cada ranura de anillo es para que la pieza tenga una posición correcta al ensamblar, y para que sea fácil para retraer la herramienta al rectificar el círculo exterior o el hilo. instalar claves para transmitir par; Las roscas se utilizan para instalar varias contratuercas y ajustes nueces.
de acuerdo con la funcionamiento y condiciones de trabajo, la transmisión eje patrón (figura a-1) especifica las principales revistas m, n, la círculos externos p, q y los hombros g, h, tengo dimensiones más altas, posición precisión y menor valor de rugosidad de la superficie y requisitos de tratamiento térmico. Estos requisitos técnicos deben garantizarse durante el procesamiento. por lo tanto, el proceso clave de esta transmisión eje es el mecanizado de revistas m, n y círculos exteriores p, q.
2.determinar el espacio en blanco
el material de la transmisión eje Es de acero 45. porque pertenece a una transmisión general eje , 45 acero se puede seleccionar para cumplir con sus requisitos.
en este ejemplo, la transmisión eje pertenece a transmisión media y pequeña eje s, y el diámetro de cada círculo exterior no es muy diferente, por lo que un 60 mm El acero redondo laminado en caliente se selecciona como blanco.
3) determina el mecanizado método de la superficie principal
conducir eje s son principalmente superficies rotativas, y se forman principalmente por torneado y rectificado cilíndrico. debido a la mayor grado de tolerancia (it6) de las superficies principales del variador eje m, n, p y q, y la rugosidad superficial baja ra (ra = 0.8 um), se requiere moler después de girar. el mecanizado El esquema de la superficie exterior (consulte la tabla a-3) puede ser:
torneado áspero → torneado de semiacabado → rectificado.
4) posicionamiento referencia
razonablemente seleccionar la referencia de posicionamiento tiene un efecto decisivo en el tamaño y precisión de posición de la pieza. desde las varias superficies principales de acoplamiento (q, p, n, m) y las superficies de los hombros (h, g) de la transmisión eje tener desviación del círculo radial y desviación del círculo de la cara final requisitos para el eje de referencia ab, es un sólido eje por lo tanto, se debe seleccionar el orificio central en ambos extremos como punto de referencia, y el método de sujeción de doble centro debe adoptarse para Asegurar los requisitos técnicos de la pieza.
la referencia aproximada es el círculo exterior rugoso del acero redondo laminado en caliente. el agujero central es procesado con un mandril autocentrante de tres mordazas para sujetar el círculo exterior del acero redondo laminado en caliente, la cara final del automóvil y el orificio central son perforado Sin embargo, debe tenerse en cuenta que generalmente no es posible perforar el orificio central en ambos extremos con la abrazadera exterior en blanco. en su lugar, use el exterior círculo del blanco como referencia aproximada. primera máquina una cara final, taladre el orificio central y gire el círculo exterior en un extremo. usa las tres garras mandril autocentrante para sujeción (a veces coloque el marco central en el exterior círculo del automóvil en el paso anterior) y taladre el orificio central en el otro Fin del auto. De esta manera, el orificio central puede procesarse coaxialmente.
5. etapa de división
para piezas con alto requisitos de precisión, el desbaste y el acabado deben separarse para garantizar La calidad de las piezas.
el procesamiento de la unidad eje se divide en tres etapas: torneado (círculo exterior de torneado, perforación del centro) agujeros, etc.), torneado de semiacabado (círculos externos, peldaños y centro de reparación agujeros y superficies menores de torneado de semiacabado, etc.), desbaste, fino molienda (gruesa, fina molienda en todas partes). la división de cada etapa es aproximadamente delimitado por tratamiento térmico.
6.disposición del proceso de tratamiento térmico
el tratamiento térmico del eje se determina de acuerdo a su material y requisitos de uso. para conducir eje s, la normalización, el temple y el temple se usan con más frecuencia. esta eje requiere enfriamiento y templado, y se organiza después de cada círculo exterior del torneado brusco y antes de cada círculo exterior del giro de semiacabado.
Basado en lo anterior análisis, la ruta del proceso de la transmisión eje es como sigue:
blanking → diamante agujeros en ambos extremos del automóvil → círculo exterior perforado → enfriamiento de calidad → reparar el orificio central → círculos exteriores semiacabados, ranuras, chaflanes → roscado hilo → línea de procesamiento de llave ranurada → ranura de llave fresada → centro de rectificado de reparación agujero → rectificado → inspección.
7.tamaño de procesamiento y cantidad de corte
la molienda subsidio de la unidad eje puede ser tomado como 0.5 mm, y la asignación para torneado semiacabado se puede seleccionar como 1.5mm. El tamaño de procesamiento puede ser determinado por esto, ver el contenido de la operación del eje tecnología de procesamiento tarjeta.
la selección de el trabajador puede determinar la cantidad de giro de acuerdo con el procesamiento situación en el caso de una sola pieza o producción de lotes pequeños; en general, se puede seleccionar desde " mecanizado proceso manual "o" cantidad de corte manual ".
8 desarrollar el proceso
el agujero central para El posicionamiento del plano de referencia fino debe procesarse antes mecanizado y un proceso de reparación El orificio central debe disponerse después de templar y antes de rectificar. el centro el agujero se repara después del enfriamiento para eliminar la deformación del tratamiento térmico y escala del orificio central. el orificio central se repara antes de rectificar mejorar la precisión de posicionamiento del plano de referencia fino y reducir el rugosidad de la superficie cónica. al formular la técnica proceso de la unidad eje , mientras considerando el procesamiento superficial primario, el procesamiento superficial secundario También debe ser considerado. cuando semiacaba ¢ 52mm, ¢ 44 mm y círculos externos de m24 mm, debe cambiar al tamaño especificado en el dibujo y procesa cada socavado, chaflán e hilo; el Se deben fresar tres chavetas después del semiacabado, por lo que se puede procesar. que se puede mantener una referencia de posicionamiento más precisa al fresar chavetero, y puede evitar dañar la superficie exterior terminada al fresar chavetero después de terminar de moler.
al formular el proceso, se debe considerar la disposición de inspección procedimientos, elementos de inspección y métodos de inspección.
palabra clave : cnc, mecanizado, eje
32-3# North Two Road, Xinglin, Jimei, Xiamen, 361022 China
Correo electrónico : sales@xmzldjx.com
Skype : janeliui_01
Tel : +8618650120832
Whatsapp : 13306016335




escanear a wechat:












