-

¿Qué es el cable Corte? El corte de alambre es, Whic se refiere al uso de herramientas de alambre (tal como alambre de metal, alambre de molibdeno, etc.) cortar materias primas (conductive materiales), que pertenece a la categoría de procesamiento eléctrico.Cuando la antigua Unión Soviética Razalianko y su La esposa estudió el fenómeno y las causas del daño de los contactos del interruptor por la descarga de chispas, ellos encontró que la alta temperatura instantánea de la chispa eléctrica puede derretirse y oxidar el metal local y corroerse, así ser pioneros y inventó el edm Método. La máquina de corte de alambre también se inventó en la antigua Unión Soviética en 1960. Nuestro El país fue el primer país que se utilizará en la producción industrial. en la actualidad, la mayoría de los Máquinas de corte de alambreAdopte un sistema de control de microcomputador con un alto grado de automatización. Principal Aplicación: (1) Procesamiento Moldes; (2) Piezas de mecanizado con fino estructura; (3) Piezas de mecanizado con complejo Formas; (4) procesamiento de materiales difíciles de procesamiento (5) Producción de prueba de nuevos productos; (6) Metal precioso Batir. Principal Característica: En comparación con los métodos de procesamiento de torneado, fresado y perforación tradicionales, el corte de cables tiene su propio Características: (1) Uso directo 0.03-0.35 Los alambres de metal MM como electrodos, no se requiere forma específica, que puede guardar el diseño del electrodo y la fabricación de los costos; (2) Independientemente de la dureza del material de la pieza de trabajo, siempre que sea un material conductor o semiconductor, se puede procesar, y la pérdida del cable de electrodo es pequeña, y la precisión de procesamiento es superior; (3) Es adecuado para el procesamiento de pequeños lotes, formas complejas, piezas individuales y productos de prueba, y el ciclo de procesamiento es corto; (4) en wedm Mecanizado, el cable de electrodo no se pone en contacto directamente con la pieza de trabajo, y el efecto entre los dos es muy pequeño, por lo que la deformación de la pieza de trabajo es pequeña, y el cable de electrodo y el accesorio no necesitan demasiado alto (5) El fluido de trabajo adopta a base de agua Emulsión, que tiene bajo costo y no causará incendios; (6) No es adecuado para procesar partes a gran escala con formas simples, NOR puede procesar no conductor Partes. Proceso de corte Pasos: Prepare las piezas de trabajo en blanco, herramientas de sujeción, herramientas de medición, etc. Antes Procesamiento. Si Es necesario cortar una pieza de trabajo con una forma de cavidad interior, o el proceso requiere procesamiento con un orificio roscado, el espacio en blanco debería ser pre-hecho con un agujero roscado, y luego siga los pasos abajo: (1) Inicie la fuente de alimentación de la máquina de la máquina para ingresar al sistema y preparar el procesamiento Programa; (2) cheque si Hay alguna anomalías en cada parte de la máquina de la má...
-

¿Para qué se usan los pasadores de clavijas ¡Para? El pasador de la clavija se usa principalmente entre los tornillos sujetos entre las dos partes para garantizar la precisión de la posición Se utiliza principalmente para posicionamiento de montaje, y también se puede usar como una conexión de corte de sobrecarga en la seguridad y la seguridad de nivel de relajación Dispositivos. La forma básica es un pasador cilíndrico y cónico PIN. Los pasadores de la clavija también se llaman Passing Pins. Vamos Aprenda las funciones principales y usos de Dowel Pines: Los primeros pasadores de clavijas se dividen en Pasadores de clavijas cilíndricos y Pasadores de clavijas cónicas. 1.Cylindrical DOWEL PINS (foto1 y 2) 2. Dote cónico Pines (Picture3 y 4) La diferencia entre ellos es: 1. Diferentes Procesamiento. Los pasadores de clavijas cilíndricos se pueden procesar previamente, y los pasadores de clavijas cónicos generalmente se combinan. 2. Los pasadores de clavijas cilíndricos a menudo son adecuados para posicionamiento preciso (Primero, primero), y los pasadores de clavijas cónicos a menudo se usan para el desmontaje frecuente. 3. Los pasadores de clavijas cilíndricos pueden jugar un papel de anti-cizallamiento, los pasadores de clavijas cónicos a menudo se usan para posicionar. Los pasadores de la clavija cilíndrica se fijan en el orificio escariado con una pequeña interferencia, lo que puede soportar una pequeña carga. Para garantizar la precisión de posicionamiento y la tensión de la conexión, debería no ser desmontado con frecuencia. Se utiliza principalmente para posicionar y también se utiliza como un pasador de acoplamiento y un PIN de seguridad. El pasador de la clavija cónica tiene un buen rendimiento automático, la precisión de alto posicionamiento, la instalación conveniente y el múltiples ensamblaje y el desmontaje tienen poca influencia en el posicionamiento precisión. Se utiliza principalmente para posicionarse y también se puede utilizar como conectación PIN. El agujero del pin necesita ser escariado. Selección de material para Dowel Pines: Si La pieza de trabajo necesita ser sujetada repetidamente durante Uso, el PIN fijo debería tienen buena resistencia al desgaste, y un mejor material debería ser seleccionado, como 20 # acero o 45 # de acero, con carburación superficial y apagado. El material también se puede seleccionar de acuerdo con el uso real. Los materiales de uso común son generalmente: Acero inoxidable 303 / 304 / 316, Q235, 20 # Acero, 45 # Acero, latón, ect. Personalización Se acepta, no dude en enviar dibujos para preguntar en cualquier momento, gracias!
-
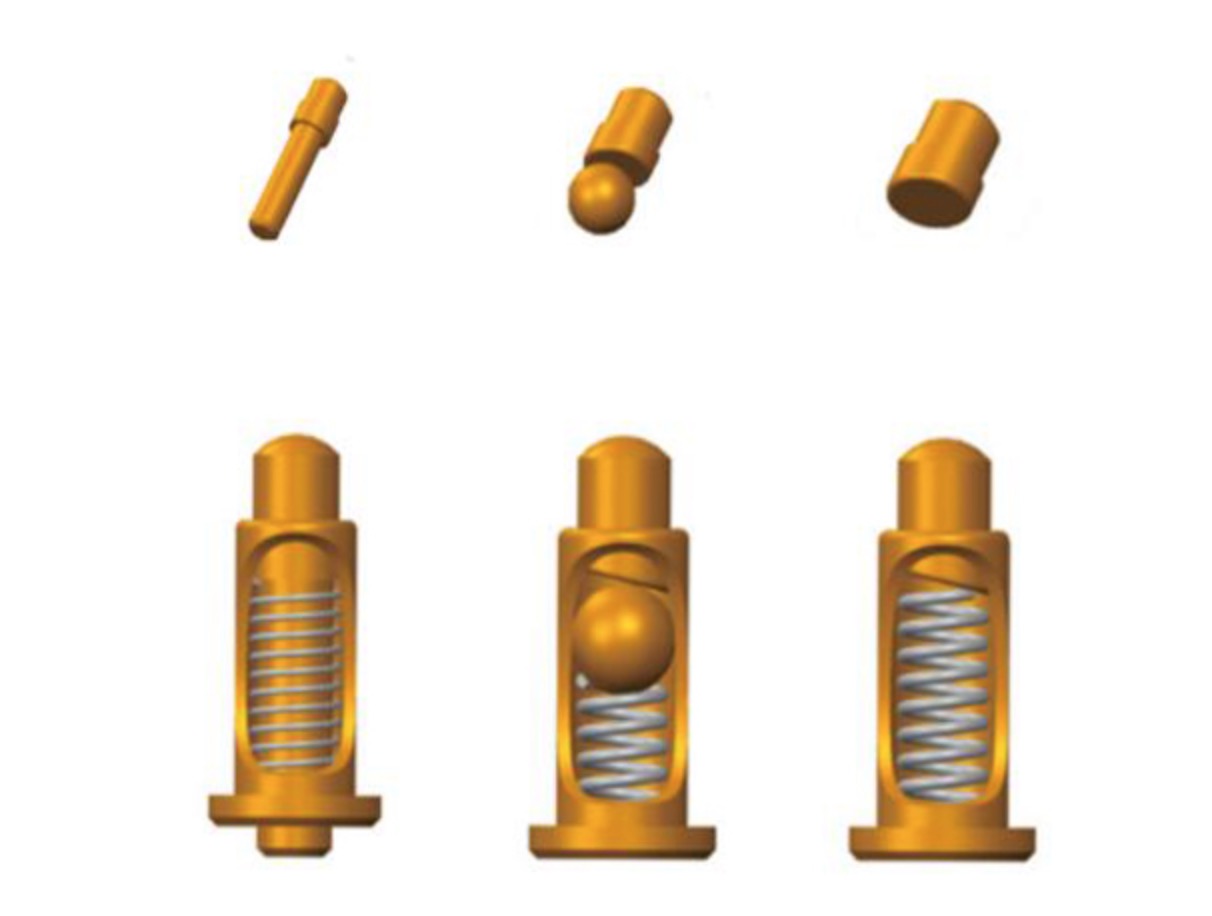
Cómo soldar pogo alfileres? POGO pin es un conector electrónico de uso muy común que consta de un tubo de aguja giratorio, una aguja giratoria y un resorte de compresión. mantiene la aguja en el tubo de la aguja y depende del resorte para proporcionar fuerza de contacto para establecer una conexión eléctrica entre la aguja y las piezas de acoplamiento. creo que mucha gente no sabe cómo el pogo el pin está soldado. entonces vamos seguir ZLD entender cómo el pogo el pin está soldado en el PCB tablero? en primer lugar, introduzcamos el pogo tipos de pin para usted. hay muchos tipos de pogo alfileres, incluidos los montantes pogo alfileres, laterales pogo alfileres de doble punta pogo alfileres estándar pogo pins, etc. su función es muy grande, y la instalación es muy importante, entonces ¿cuáles son los métodos de instalación de pogo alfileres ? Ángulo recto soldadura cola: La cola está encapsulada enchufable doblada, lo que permite a los diseñadores tener más opciones en el uso del espacio. soldadura recta cola: encapsulado normal enchufable, fácil de soldar. montaje en superficie (SMT): buena estabilidad, la parte inferior del tubo de la aguja tiene un diseño de fondo plano, puede ser una instalación vertical u horizontal, fácil de soldar con PCB tablero. algunos tubos de agujas están equipados con clavijas de posicionamiento en el extremo, que no causarán desplazamiento cuando soldadura con PCB tablero, y el efecto de posicionamiento es bueno. Xiamen ZhongLiDa Maquinaria, como profesional CNC fabricante de productos, le ofrecemos de todo corazón productos y servicios de calidad
-

1. El propósito de producto no conforme control dePrevenir el uso no intencionado o la entrega de productos de calidad inferior.2. El método de control de producto no conforme esReconocer primero y luego el control. Proceso de Control de los productos incompetentes 1. IdentificaciónIdentificar incondicional: la base o estándar para juzgar si el producto es calificado o no.-Normas De Producto—Requisitos de los clientes—Proceso de los documentos de-Documentos de inspección-Plantilla-Explicación y consejos de los superiores 2. IdentificaciónIdentificación de inspección de estado—Identifica "pendiente" o "no calificado".—Equipo de producción: descualificado productos semi-terminados y materias primas deben estar marcados con "a ser procesado" o "no calificado".—El inspector se estampa el sello de inspección en el punto correspondiente de la columna de la carta al azar, el proceso de la tarjeta o de la "orden de renovación" como un "incondicional" de la marca.-Su función es: trazabilidad.—Inspección Final: identificación de los incompetentes de la marca. O escribir (notificar) sin calificar fenómenos, tales como (fugas, grietas, huecos, modelo equivocado, grave sangría, pocos procesos, materiales equivocados, etc.). 3. AislamientoRequisitos: Clara separación de la normal de productos calificados.—Red de la bandeja de plástico/material de la caja.—Especial independiente de que el producto defectuoso rack.-Dividir todo el área y colocar los productos defectuosos en todo el área.—La ubicación de la zona de producción es diferente de la de otros productos para mostrar la diferencia y, a continuación, tire de ella a la reparación o el área de retrabajo como sea necesario.—Regularmente organizar el personal para el producto defectuoso área para la confirmación y la cantidad de registro 4. Registro-Registrar correctamente el tipo, lote, fecha de inspección, inspección de base, la cantidad de productos no conformes, y los resultados de la inspección de los productos incompetentes en el señalado informe de inspección.—El informe de la inspección es revisada y aprobada según se requiera.-Proceso: 5. RevisiónCuando la cantidad es grande, o cuando se tiene un gran impacto en la reputación de la empresa y de los fondos, debe ser revisado.(1) inspección Entrante: la Eliminación de las opiniones firmadas por el supervisor de inspección y de arriba (si es necesario, el departamento técnico, producción, cadena de suministro, y los departamentos relacionados serán organizadas para llevar a cabo la revisión).(2) Proceso: inspección De lotes de productos sin reservas, la Gestión de la Calidad Departamento organiza los departamentos y el personal competente para la revisión.(3) inspección Final: La persona a cargo del departamento de control de calidad que se aprueba la disposición conclusión, y cuando sea necesario, el departamento técnico participa en la revisión.6. DisposiciónIncluyendo las siguientes: selección y utilización, de reparación, de concesión, de la disposi...
-

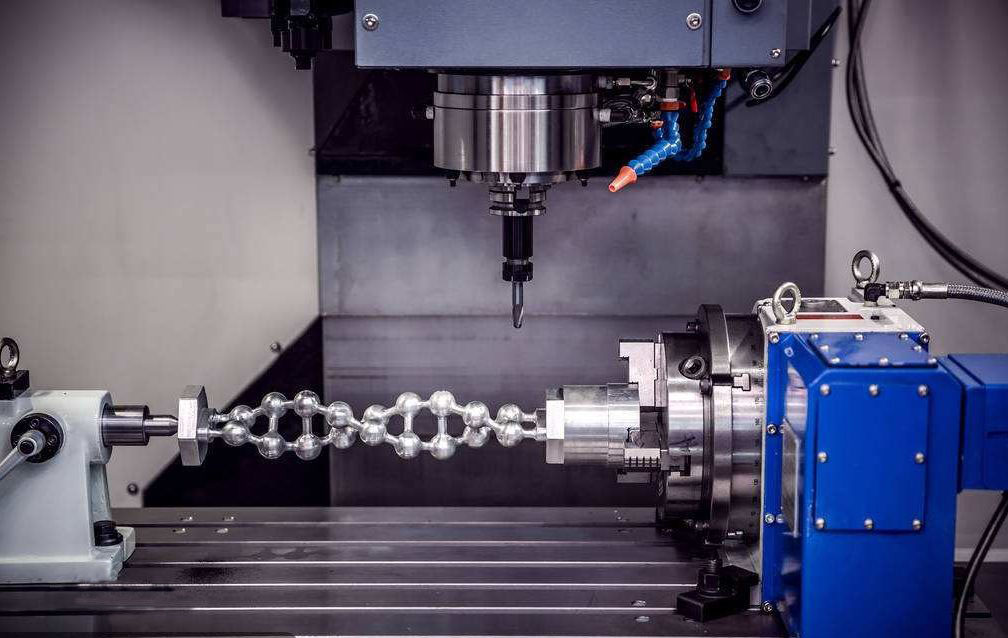
Fresado en "Plunge", también conocido como Z-eje de fresado, es uno de los más eficaces métodos de mecanizado de alta velocidad de eliminación de corte de metal. Para el mecanizado de superficies, ranurado y mecanizado con grandes voladizos de las herramientas de la difícil-a-máquina de los materiales, la eficiencia de procesamiento de fresado en "plunge" es mucho mayor que la de los convencionales de fresado final. De hecho, cuando una gran cantidad de material de metal debe ser eliminado rápidamente, el fresado en "plunge" método puede reducir el tiempo de procesamiento de más de la mitad. ▉ ventaja Además, fresado en "plunge" tiene las siguientes ventajas: ①It puede reducir la deformación de la pieza de trabajo; ②It puede reducir la corte radial de la fuerza que actúa sobre la máquina de fresado, lo que significa que el eje cuyo eje sistema ha sido usado todavía puede ser utilizado para el fresado en "plunge" sin afectar a la calidad de procesamiento de la pieza de trabajo; ③The el voladizo de la herramienta es grande, Esto es muy beneficioso para el fresado de la ranura o de la superficie de la pieza de trabajo; ④It puede realizar el ranurado de alta temperatura de la aleación de materiales (tales como Inconel). Fresado en "Plunge" es muy adecuado para el mecanizado de las cavidades del molde y se recomienda para el mecanizado eficiente de partes aeroespaciales. Una de las aplicaciones especiales se fresado en "plunge" de los álabes de una turbina en una de tres ejes o cuatro ejes de fresado de la máquina. Este tipo de procesamiento, por lo general debe ser realizado en una máquina dedicada herramienta. ▉ Principio de funcionamiento Cuando la turbina de la cuchilla es sumergirse molido, puede ser fresadas a partir de la parte superior de la pieza de trabajo a la raíz de la pieza de trabajo. A través de una simple traducción del plano X-Y, muy complejo superficie geometrías pueden ser procesados. Cuando la aplicación de fresado en "plunge", el borde de corte de la fresa está formado por la superposición de el perfil de cada hoja, y la caída de la profundidad de fresado puede llegar a 250 mm sin vibraciones o distorsión. El corte de dirección de movimiento de la herramienta en relación a la pieza de trabajo puede ser ya sea hacia abajo o hacia abajo. Hacia arriba, pero en general el corte hacia abajo es más común. Cuando fresado en "plunge" el plano inclinado, la caída de fresa hace compuesto de movimiento a lo largo del eje Z y el eje X. En algunos de procesamiento de ocasiones, esférica, de fresas, de cara fresas u otras fresas también puede ser utilizado para el fresado de ranuras, fresado de superficies de fresado biseles, y el fresado de cavidades. ▉ Ámbito de aplicación El especial de fresado en "plunge" cortador se utiliza principalmente para operaciones de desbaste o semi-acabado. Se puede cortar en la parte cóncava de la pieza de trabajo o de corte a lo largo del borde de la pieza de trabajo. También puede molino de formas geométricas ...
-

NC (Control numérico, control digital, se refiere a como de control numérico) se refiere al uso de digital discreto información para el control de la operación de la maquinaria y otros dispositivos, que pueden sólo ser programado por el operador. CNC CNC de la aplicación de la tecnología El desarrollo de la tecnología CNC es bastante rápido, que mejora en gran medida la productividad de molde de procesamiento. Entre ellos, la CPU con la más rápida velocidad de operación es el núcleo del desarrollo de CNC la tecnología . La mejora de la CPU no es sólo la mejora de la operación la velocidad, pero la velocidad por sí misma implica, también, la mejora de la tecnología CNC en otros aspectos. Debido a los grandes cambios en la tecnología CNC en los últimos años, vale la pena una revisión de la aplicación actual de la tecnología CNC en el molde la industria manufacturera. Bloque de tiempo de procesamiento, y otros Debido a la aumento en la velocidad de procesamiento de la CPU, y fabricantes de CNC aplicación de alta velocidad Cpu de alta integración de sistemas CNC, el rendimiento de la CNC ha sido mejorado significativamente. Más rápido y más sensible de los sistemas de conseguir más de lo que apenas superior programa de la velocidad de procesamiento. De hecho, un sistema que parte del proceso programas de mecanizado a una velocidad bastante alta también puede comportarse como una baja velocidad sistema de procesamiento durante la operación, porque incluso un completo y funcional del sistema del CNC tiene algunos problemas potenciales que pueden convertirse en limitaciones en El cuello de botella de la velocidad de procesamiento. En la actualidad, la mayoría de molde fábricas de darse cuenta de que de mecanizado de alta velocidad requiere más tiempo de procesamiento. En muchos maneras, esta situación es muy similar a la conducción de un coche. Será el coche más rápido gana la carrera? Incluso un espectador que mira la carrera de coches ocasionalmente se sabe que en además de la velocidad, hay muchos factores que afectan el resultado de la carrera. Primero de todos, el conocimiento del conductor de la la pista es importante: debe saber donde hay curvas cerradas, de modo que él puede frenar de forma adecuada y pasar la curva de forma segura y eficiente. En el proceso de procesamiento de moldes de alta velocidad de avance, el procesado la trayectoria de la tecnología de monitoreo en la CNC puede obtener la información de sharp curvas de antemano. Esta función la desempeña el mismo papel. Del mismo modo, el conductor de la sensibilidad de las acciones de otros conductores y de las incertidumbres es similar al número de servo reacciones en el CNC. Retroalimentación Servo del CNC incluye, principalmente, la retroalimentación de posición, realimentación de velocidad y corriente de retroalimentación. Cuando un conductor está conduciendo alrededor de la pista, el la consistencia del movimiento, si se puede frenar y acelerar con habilidad, tiene un impacto muy i...
-

Requisitos básicos para los ejes del motor ¿cuáles son los requisitos básicos para los ejes del motor? (1) Debe tener suficiente fuerza. Es decir, bajo condiciones normales de carga y se especifican condiciones especiales (tales como una repentina corto circuito, etc.), cualquier parte del eje no puede producir residual deformaciones o daños. (2) Debe tener la rigidez suficiente. Es decir, la desviación del eje de rotación debe estar dentro del rango permitido. (3) debe haber una diferencia suficiente entre la velocidad crítica y la velocidad de trabajo para evitar la resonancia. Xiamen Zhonglida Maquinaria De Procesamiento Co., Ltd. tiene más de 50 conjuntos de eje de motor los fabricantes, tales como el centrado de máquinas de precisión, tornos CNC, rectificado sin puntos, el pulido de la superficie cilíndrica de molienda, centros de mecanizado CNC y otros equipos de primera calidad. Puede procesar materiales tales como el acero, hierro, aluminio, cobre y otros materiales. El procesamiento de la longitud puede ser de 2-600MM, el procesamiento de diámetro puede ser de 2-210MM, y la precisión de procesamiento puede ser de 0.005. Puede ser fresado, taladrado y roscado. Alambre, mortajadoras y otros procesos. La empresa tiene un alto nivel de procesamiento del sistema, con el equipo avanzado y la fuerza técnica fuerte, para proporcionar a los clientes con un servicio perfecto. A través de los años, nuestra compañía ha ganado el aplauso generalizado de muchos clientes por su fuerza técnica fuerte, excelente pre-venta, post-venta servicio y la buena reputación.
-

Engranaje de gusano de la unidad es una unidad que cambia la dirección de la unidad. En el proceso de transmisión de la fuerza, la presión generada es grande, la fricción es grave, y el calor generado es también grande. Con el fin de evitar pegar en la selección de los materiales, el más suave de los materiales de la aleación se utilizan a menudo debido a la baja velocidad del engranaje de gusano, mientras que el gusano es el Uso de materiales de acero con mayor fuerza. El número de gusano de la cabeza pueden ser seleccionados de acuerdo a la relación de transmisión y la eficiencia de la transmisión de los requisitos. El número de gusano de la cabeza es pequeña, la relación de transmisión es grande, pero la eficiencia es baja. Para aumentar la eficiencia, el número de gusano cabezas debe ser mayor. Pero el gusano más cabezas, más difícil el tratamiento. En el cumplimiento de los requisitos de transmisión, menor será el número de gusano de la cabeza, mejor. Normalmente hay un dispositivo para controlar el rotor detrás de la cabeza del ventilador eléctrico. Cuando se pulsa, el ventilador puede girar, y la dirección de rotación del ventilador puede ser fijo tirando de él. La parte inferior que las unidades de la rotación de la cabeza del ventilador eléctrico puede ser considerado como una manivela balancín mecanismo. Impulsado por el engranaje de gusano de la unidad, la velocidad más baja a la que gira con ella, y el eje de balancín de la conexión pueden swing dentro de un cierto ángulo en virtud de su unidad, logrando así el propósito de permitir que el ventilador de la oscilación de su cabeza hacia atrás y hacia adelante.
-

El propósito de la galvanoplastia es una placa de metal de recubrimiento sobre el sustrato para cambiar las propiedades de la superficie o el tamaño del sustrato. Galvanoplastia puede mejorar la resistencia a la corrosión de los metales, el aumento de la dureza, evitar la abrasión, mejorar la conductividad, suavidad, resistencia al calor y hermoso de la superficie. Dependiendo del propósito de la capa y la reacción electroquímica entre el recubrimiento y el sustrato, el recubrimiento puede ser dividido en muchos tipos. Material de recubrimiento ① Clasificación según el propósito de la capaEl recubrimiento generalmente tiene dos usos, a saber: dar o mejorar el estado de la superficie del material, o para hacer la estructura de la superficie del material tiene una función determinada. Por lo tanto, se puede dividir generalmente en la decoración, revestimiento protector o funcional de revestimiento. 1. Protección revestimiento decorativoLa corrosión, óxido, etc. son las mayores amenazas para la vida del producto, que no sólo dañan la apariencia, sino que también afecta a la función del producto. Además de mejorar la apariencia del producto, el general recubrimiento decorativo, también puede jugar un papel protector, tales como productos químicos anti-corrosión y anti-herrumbre, o mecánico anti-desgaste para reducir la fricción. 2. Funcional de revestimientoFuncional de revestimiento se refiere principalmente a los recubrimientos que pueden hacer que la superficie del material tiene una función especial. Varios nuevos recubrimientos funcionales puede aumentar la dureza de la superficie del material, mejorar la fricción, reduciendo el desgaste, mejorar la conductividad eléctrica, reducir la resistencia de contacto, mejorar el magnetismo, prevenir la difusión y la penetración, o reparación de las piezas desgastadas. ② . Clasificación de acuerdo a la electroquímica de la relación entre el recubrimiento y el sustratoDe acuerdo a la electroquímica de la relación entre el recubrimiento y el sustrato, el recubrimiento puede ser dividido en capa catódica y anódica de recubrimiento. La vivacidad de los metales es diferente, lo que también es una manera importante para juzgar el tipo de recubrimiento. 1. Catódica de recubrimientoEl sustrato de metal de la capa catódica es más activo que el recubrimiento. Dicho recubrimiento generalmente cubre el sustrato por completo para proteger el sustrato. Las típicas son de la galjanoplastia de cobre y níquel en el acero. Desde el catódica sólo revestimiento tiene un cierto espesor, tiene un efecto protector sobre el sustrato. Por lo tanto, el espesor del recubrimiento y la porosidad son necesarios. Por lo general, un medidor de espesor de revestimiento se utiliza para controlar el espesor del recubrimiento. 2. Ánodo de recubrimientoLa galjanoplastia de metal de la capa anódica es más activo que el sustrato. Cuando el revestimiento se encuentra con sustancias corrosivas, el revestimiento se corroen en primer lugar, a fin ...
-

Baja velocidad de alambre de corte, también conocido como de baja velocidad para caminar, utiliza continuo movimiento delgados alambres de metal (llamado electrodo de cables, generalmente cables de cobre) como electrodos para realizar impulsos de descarga de la chispa en la pieza de trabajo, lo que genera altas temperaturas por encima de los 6000 grados, etc. Un CNC de mecanizado máquina que convierte en una pieza de trabajo. El principio de alambre lento proceso es la fenómeno que hay un vacío entre el electrodo y la pieza de trabajo, y la descarga eléctrica es continuamente removido. Caminar lentamente. A diferencia de De torneado CNC , que es adecuado para el procesamiento de Las Clavijas De , Bajo velocidad de alambre de corte es el más adecuado para piezas irregulares que requieren corte recto. Desde la Baja velocidad de alambre de corte de la máquina adopta el método de la continua alimentación de alambre de el alambre de electrodo, es decir, el electrodo se completa el proceso durante el movimiento, por lo que incluso si el electrodo es usado, puede ser de forma continua complementado, que puede mejorar la precisión de procesamiento de la pieza. El la rugosidad de la superficie de la pieza de trabajo procesados por la baja velocidad de alimentación de alambre de corte máquina generalmente puede llegar a Ra = 0,8 µm y arriba, y la redondez de error, línea recta de error y error dimensional de la baja velocidad de alimentación de alambre de corte de la máquina son mucho mejores que los de la rápida cable de alimentación de la máquina de corte. Para de alta precisión de piezas, de Baja velocidad de alambre de corte de las máquinas son ampliamente utilizados. Además a principios de pequeñas y medianas empresas, también es muy común en el procesamiento de las plantas de las grandes empresas, tales como la aviación, automotriz y médica. PRINCIPIO DE FUNCIONAMIENTO Jog de alambre es una de mecanizado de la máquina que se utiliza en continuo movimiento delgado los alambres de metal (llamado electrodo de cables) como electrodos para realizar pulso chispa descarga de la pieza de trabajo para eliminar el metal y el corte y la forma. Contacto flojo luz de presión de descarga entre el electrodo y la pieza de trabajo durante lento procesamiento de cables. Cuando el electrodo flexible de alambre y la pieza de trabajo son cerca de la que se considera comúnmente como la descarga de gap (por ejemplo, de 8 a 10 µm), la chispa de la descarga no se produce. Incluso cuando el electrodo de alambre ha puesto en contacto con el trabajo la pieza y la brecha no es visible desde el microscopio, es a menudo no visible. A la chispa, una normal de descarga de la chispa se produce sólo cuando la pieza de trabajo dobla el electrodo de alambre y se desvía a una cierta distancia (de unos pocos micrones de a varias decenas de micras). En este momento, para cada uno de 1 µm de alambre de electrodo de alimentación, la descarga de la brecha no disminuye por 1 µm, pero el electr...
-

En el tratamiento de las piezas, las piezas pequeñas, tales como barras de necesidad para ser procesados en un tiempo, y las partes deben ser procesadas por lotes. En la mayoría de los casos, va a ser utilizado. Pogo Pin , De latón Roscados de Plástico , 316 de acero inoxidable de las clavijas de , pequeño electrodomésticos ejes , de latón de los conectores de cable y otra ronda simétrica productos caen en este rango, el tiempo que implica el procesamiento de la barra-como partes, siempre y cuando el diámetro de la parte procesada no es Cuando el el diámetro es demasiado grande (el diámetro no puede ser mayor de 52 mm), el torno CNC tiene grandes ventajas en todos los aspectos. Si junto con la coincidencia de equipo alimentador (CNC del CNC de la PRECISIÓN TORNO AUTOMÁTICO), que por lo general se utiliza para la distribución. Puede tener una mayor ventaja), por lo que en términos de este conjunto de de los equipos, es una relativamente pequeña típica línea de producción automatizada, si es en la velocidad de procesamiento de las partes, en la moldura de la tasa del producto o la el costo de la totalidad de la producción, tiene ventajas incomparables por cualquier otra máquina herramientas. El mayor y más importante diferencia entre el CNC de la PRECISIÓN TORNO AUTOMÁTICO y el pie de la máquina es que durante el trabajo de caminar de la máquina, el cuchillo se mueve mientras la pieza de trabajo no se mueve. CNC DE LA PRECISIÓN TORNO AUTOMÁTICO ha sido llamado un corte longitudinal de la máquina en China. Se trata principalmente de se utiliza para el procesamiento por lotes de pequeño en forma de varilla partes. La mayoría de los alimentadores de pasar la barra de a través de la a través del agujero del husillo, y el collar es automáticamente sujeta. Si las partes que necesitan ser procesados en el proceso de transformación se sobresale hacia el exterior para una cierta distancia, a continuación, las partes deben estar equipados con una punta. Si la cola tiene que ser procesada, un segundo eje es necesario. Si el mecanizado de piezas a mecanizar con cuatro o seis agujeros de taladro, luego de un el poder de soporte de la herramienta y el eje de la indización son necesarios. Para CNC de la PRECISIÓN TORNO AUTOMÁTICO, la mayor limitación es la limitación de la varilla de diámetro del material. En la actualidad, el mayor tipo de centro de torno sólo puede procesar piezas con un diámetro de 50 mm. Como el tiempo es una parte que pueden ser mecanizadas por CNC de la PRECISIÓN TORNO AUTOMÁTICO, su mecanizado de precisión, velocidades de mecanizado, y la máquina de corte puede no coincidir con ella. Hay un montón de CNC La PRECISIÓN TORNO AUTOMÁTICO, pero su principal ventaja es que un tiempo de fijación de la parte puede cortar la parte de hasta 200 mm de longitud sin detener el husillo. Si usted necesita para procesar una parte relativamente pequeña (10 mm), ambos del CNC de la PRECISIÓN AUTOMÁTICO del TORNO y la fresa puede ser utilizado, pero CNC de l...
-
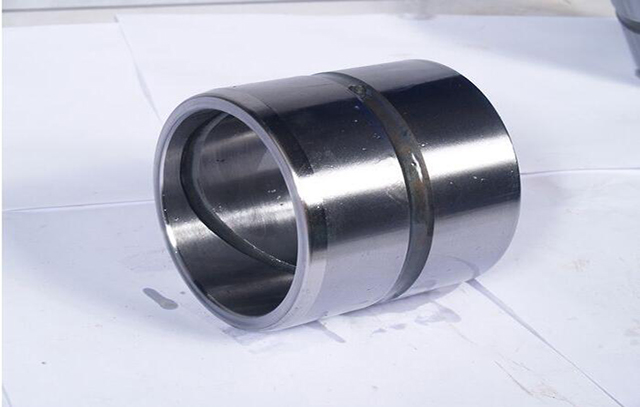
En el movimiento de las piezas, las piezas se desgastan debido a largo plazo de fricción. Cuando la holgura entre el eje y el agujero que lleva en cierta medida, las piezas deben ser reemplazadas. Por lo tanto, el diseñador escoge un menor dureza y mejor resistencia al desgaste a la hora de diseñar. El el material es un manguito de eje o un casquillo, que puede reducir el desgaste del eje y el asiento. Cuando el manguito del eje o el buje está desgastado hasta cierto punto, puede ser sustituido. Esto puede ahorrar el costo de reemplazar el eje o el asiento. En general, el buje y el asiento se utilizan. Ajuste de interferencia, y el despacho ajuste con el eje, porque el desgaste es inevitable en cualquier caso, sólo puede extender la vida, y el eje de las piezas son relativamente fáciles de proceso; algunos de los nuevos diseñadores no como este diseño, creo que es un incremento en el costo durante la fabricación, pero después de un tiempo de uso, aún es necesario modificarlo de conformidad con este método. Sin embargo, la modificación es probable que se reduzca la exactitud de el equipo. La razón es simple. Procesamiento secundario no puede garantizar la posición del centro del orificio del asiento. Además, el buje se utiliza para reemplazar rodamientos (tales como árboles de levas) en lugares con baja velocidad, alta carga radial y los altos requisitos de espacio libre (en realidad, el buje es considerado también como un cojinete liso). El material requiere de poca dureza y resistencia a la Molienda, la orificio interior de la camisa del eje puede ser de tierra y se raspa para lograr una alta la precisión correspondiente. No debe ser un aceite de groove en el interior de la pared. Lubricación de la camisa del eje es muy importante. Si molienda seca, el eje y la camisa del eje será desechada rápidamente. Se recomienda aquí Chatarra el interior de la pared del agujero de la manga durante la instalación, que puede dejar a muchos de los pequeños pozos y mejorar lubricación 1. Cojinete de buje general de la función como cojinetes de deslizamiento. Con el fin de ahorrar material, el espesor de la pared de la la manga está diseñado de acuerdo a la carga axial requerida por el rodamiento. En general, fundición de cobre y cojinetes de aleación de materiales que se utilizan. El manguito del eje se divide en abrir y no abre, que depende de las necesidades de la estructura. En general, el manga no puede soportar la carga axial, o sólo puede soportar pequeñas axial de carga. O agregar los cojinetes de empuje. El eje es generalmente redonda. 2.Bujes en general, funcionan como los forros. El eje puede ser de varias formas, como es el buje. Casquillos pueden ser utilizados para evitar la corrosión, eliminar de la asamblea de las lagunas, etc. El eje de la manga en general, desempeña el papel de posicionamiento axial, y el final está en contacto con el engranaje del rodamiento y otros las partes bajo tensión de compresión. A veces, el eje debe ser compatible con...
-

Brida (herramienta parte) Brida (Flange), también conocida como la brida brida o brida. La brida es una parte que conecta el eje y el eje, y se utiliza para la conexión entre los extremos de los tubos. También se utiliza en la los equipos de entrada y salida para la conexión entre dos dispositivos, tales como la reductor de la brida. La conexión de la brida o brida de la articulación se refiere a un desmontable conexión en la que una brida, una junta y un perno están conectados el uno al otro como un grupo de la combinación de sellado de estructuras. La brida del tubo se refiere a la brida se utiliza para tuberías en instalaciones de tuberías, y se utiliza en el equipo se refiere a la entrada y salida de las bridas de los equipos. Hay agujeros en el borde, y el los tornillos firmemente conectar las dos bridas. Las bridas están sellados con juntas. La brida está dividido en conexión roscada (rosca de conexión), bridas, soldadura la brida y el clip de la brida. Las bridas se utilizan en pares. Alambre de articulación de las bridas puede se utiliza para baja presión, tuberías y bridas soldadas pueden ser utilizados para presiones superiores a 4 kg. Añadir una junta entre las dos bridas y apriete con los pernos. Diferente presión de las bridas tienen diferentes grosores, y que el uso de diferentes pernos. Cuando las bombas y las válvulas están conectadas a las tuberías, las partes de estos equipos y los equipos también están en la correspondiente brida de formas, también conocido como conexiones de brida. Cualquier conexión de las partes que están atornilladas en la periferia de dos planos y cerrado al mismo tiempo se conoce generalmente como "brida", tales como la conexión de los conductos de ventilación, este tipo de las piezas pueden ser llamados "brida partes". Sin embargo, esta conexión sólo es una parte del equipo, tales como la conexión entre la brida y el la bomba de agua, es difícil llamar a la bomba de agua de una "brida tipo parte". Relativamente pequeños, tales como válvulas, puede ser llamado "brida partes". Reductor de la brida, se utiliza para conectar el motor y el reductor de velocidad, y la conexión entre el reductor y el otro equipo. La conexión de la brida es arreglar dos tuberías, los accesorios o equipos, respectivamente, en una brida de la placa de la primera, y agregar la brida de pastillas entre las dos placas de brida, y fijarlos con los tornillos para completar el conexión. . Algunos accesorios de tubería y el equipo ya tiene pestañas, que son también conexiones de brida. La conexión de la brida es un importante método de conexión para la construcción del oleoducto. La brida de conexión es fácil de usar y puede soportar grandes presiones. En tubería industrial, en el hogar, el diámetro de el tubo es pequeño y la presión es baja, y la brida de conexión no es visible. Si en la sala de calderas o sitio de producción, con bridas de tuberías y equipos están en todas partes. [1] Según el método de conexión, el conexión de la brid...
-

polvo de disulfuro de tungsteno como recubrimiento lubricante El polvo de disulfuro de tungsteno se puede rociar sobre la superficie del sustrato mediante aire seco y frío a una presión de 0.8mpa (120psi). La pulverización se puede realizar a temperatura ambiente y el recubrimiento tiene un espesor de 0,5 micras. alternativamente, el polvo se mezcla con isopropanol para aplicar una sustancia pegajosa al sustrato. En la actualidad, el recubrimiento de disulfuro de tungsteno se ha utilizado en muchos campos, como piezas de automóviles, piezas de motores de carreras, piezas de aviación, rodamientos, ejes, vehículos de aguas profundas, herramientas de corte, cuchillas, herramientas de corte, cuchillas, liberación de moldes, alta precisión rodamientos, componentes de válvulas, pistones, cadenas, etc. Además, el disulfuro de tungsteno también se utiliza como cepillo de color en la industria del carbono. también puede ser aplicado a Materiales superduros y materiales de alambre de soldadura. El disulfuro de tungsteno puede reemplazar completamente el disulfuro de molibdeno, con un precio comparable, mejor calidad y un mejor rendimiento. Además, debido al coeficiente de fricción extremadamente bajo (0.03 bajo dinámico y 0.07 bajo estático) del polvo de disulfuro de tungsteno, su campo de aplicación es infinitamente amplio. todo es posible si quieres conseguirlo.
-

qué productos puede procesar el centro de mecanizado cnc 1. qué productos pueden ser procesados por el centro de mecanizado cnc Los centros de mecanizado son adecuados para el mecanizado complejo, muchos procedimientos y requisitos elevados, que requieren el uso de varios tipos de máquinas herramientas ordinarias y muchas herramientas, accesorios y mecanizado y ajuste múltiple para completar las piezas. Los principales objetos de procesamiento son piezas de caja, superficies curvas complejas, piezas conformadas, discos, mangas, piezas de placa y procesamiento de cuentas especiales. 2. centro de mecanizado cnc puede procesar piezas de caja las partes de la caja generalmente se refieren a partes con más de un sistema de orificios, una cavidad en el interior y una cierta proporción en las direcciones de longitud, ancho y altura. Dichas piezas se usan más comúnmente en máquinas herramientas, automóviles y fabricación de aviones. Dichas piezas generalmente requieren un sistema de orificios de múltiples posiciones y procesamiento de planos, con requisitos de alta tolerancia, especialmente requisitos estrictos de tolerancia de forma y posición, generalmente a través de fresado, taladrado, expansión, perforación, escariado, avellanado, roscado y otros procesos. hay muchas herramientas, es difícil de procesar en máquinas herramientas comunes, la cantidad de juegos de herramientas es alta, el costo es alto, el ciclo de procesamiento es largo, se requieren múltiples abrazaderas, la calibración es correcta y la cantidad de mediciones manuales es largo. Las herramientas deben cambiarse con frecuencia durante el procesamiento. Lo importante es que la precisión es difícil de garantizar. Para los centros de mecanizado que procesan piezas tipo caja, cuando hay muchas estaciones de mecanizado, se pueden completar piezas que requieren múltiples rotaciones de la mesa. en general, se seleccionan los centros de mecanizado de mandrinado horizontal y fresado. cuando hay menos estaciones de mecanizado y el tramo no es grande. cuando es grande, puede elegir un centro de mecanizado vertical para procesar desde un extremo. superficie compleja El centro de mecanizado CNC ocupa un lugar particularmente importante en la industria del mecanizado, especialmente en la industria aeroespacial. Es difícil o imposible completar la superficie compleja utilizando métodos de mecanizado ordinarios. En China, el método tradicional es utilizar fundición de precisión, y es concebible que su precisión sea muy baja. 3. centro de mecanizado cnc puede procesar piezas complejas de superficie curva tales como: varios impulsores, ruedas de guía del viento, superficies esféricas, diversos troqueles curvados, hélices y hélices de vehículos submarinos, y algunas otras superficies de forma libre. Estas piezas pueden ser procesadas por centros de mecanizado. Los más típicos son: a.cnc centro de mecanizado cam Las levas, como componentes básicos del almacenamiento y la transmisión de información mecán...
-
mecanizado cnc generalmente mecanizado cnc se refiere a mecanizado de precisión controlado por computadora, tornos de mecanizado cnc, mecanizado cnc fresadoras, mecanizado cnc, mandrinadoras y fresadoras, etc. Introducción cnc también se llama computer gong, cncch o máquina herramienta cnc. en realidad es un nombre de hong kong. luego fue introducido en el delta del río Pearl en China continental. en realidad es un cnc fresadora. Este es un nuevo tipo de tecnología de procesamiento. el trabajo principal es para compilar programas de procesamiento, es decir, para convertir el trabajo manual original en programación de computadoras. por supuesto, necesitas tener experiencia en manual Procesando. determinación de rutas de mecanizado cnc ruta de procesamiento de alimentación de torno nc se refiere a la ruta que la herramienta de torneado se mueve desde el punto de ajuste de la herramienta (o fija origen de la máquina herramienta) hasta que vuelva a ese punto y termine programa de mecanizado, incluida la ruta de procesamiento de corte y no corte como cortar dentro y fuera de la ruta de viaje vacía. la ruta de alimentación para terminar es básicamente realizado a lo largo del contorno de sus partes. por lo tanto, el foco de determinar la ruta de alimentación es determinar la ruta de alimentación para el mecanizado en bruto y trazo vacío en el procesamiento de torno cnc, el La determinación de las rutas de procesamiento generalmente sigue los siguientes principios. ① la precisión y se debe garantizar la rugosidad de la superficie de la pieza a procesar. ② hacer el la ruta de procesamiento más corta, reduce el tiempo de viaje inactivo y mejora la eficiencia de procesamiento ③ simplificar el carga de trabajo de cálculo numérico y simplificar los procedimientos de procesamiento. ④ para algunos programas reutilizables, se deben utilizar subrutinas. cnc pros y contras mecanizado cnc tiene lo siguiente ventajas: ① reducir el cantidad de herramientas mucho, y no necesita herramientas complicadas para procesar piezas Con formas complejas. si desea cambiar la forma y el tamaño de la pieza, usted solo necesita modificar el programa de procesamiento de piezas, que es adecuado para nuevos Desarrollo y modificación de productos. ② estable calidad de procesamiento, alta precisión de procesamiento y alta precisión de repetición, adaptarse a Los requisitos de procesamiento de la aeronave. ③ la producción la eficiencia es mayor en el caso de la producción de lotes múltiples y de variedades múltiples, que puede reducir el tiempo de preparación de la producción, el ajuste de la máquina herramienta y la inspección del proceso, y reducen el tiempo de corte debido al uso de Cantidad de corte óptima. ④ puede procesar perfiles complejos que son difíciles de procesar por métodos convencionales, y incluso mecanizando piezas que no se pueden observar. La desventaja del mecanizado nc es que El costo de las máquinas herramienta y el equipo es alto, lo que requiere un alto nivel de ...
















